品牌:莱图加(Laitujia)
产地:中国・苏州
生产标准:执行 ISO 9001 质量管理体系,可按汽车 / 医疗行业模具标准管控生产流程
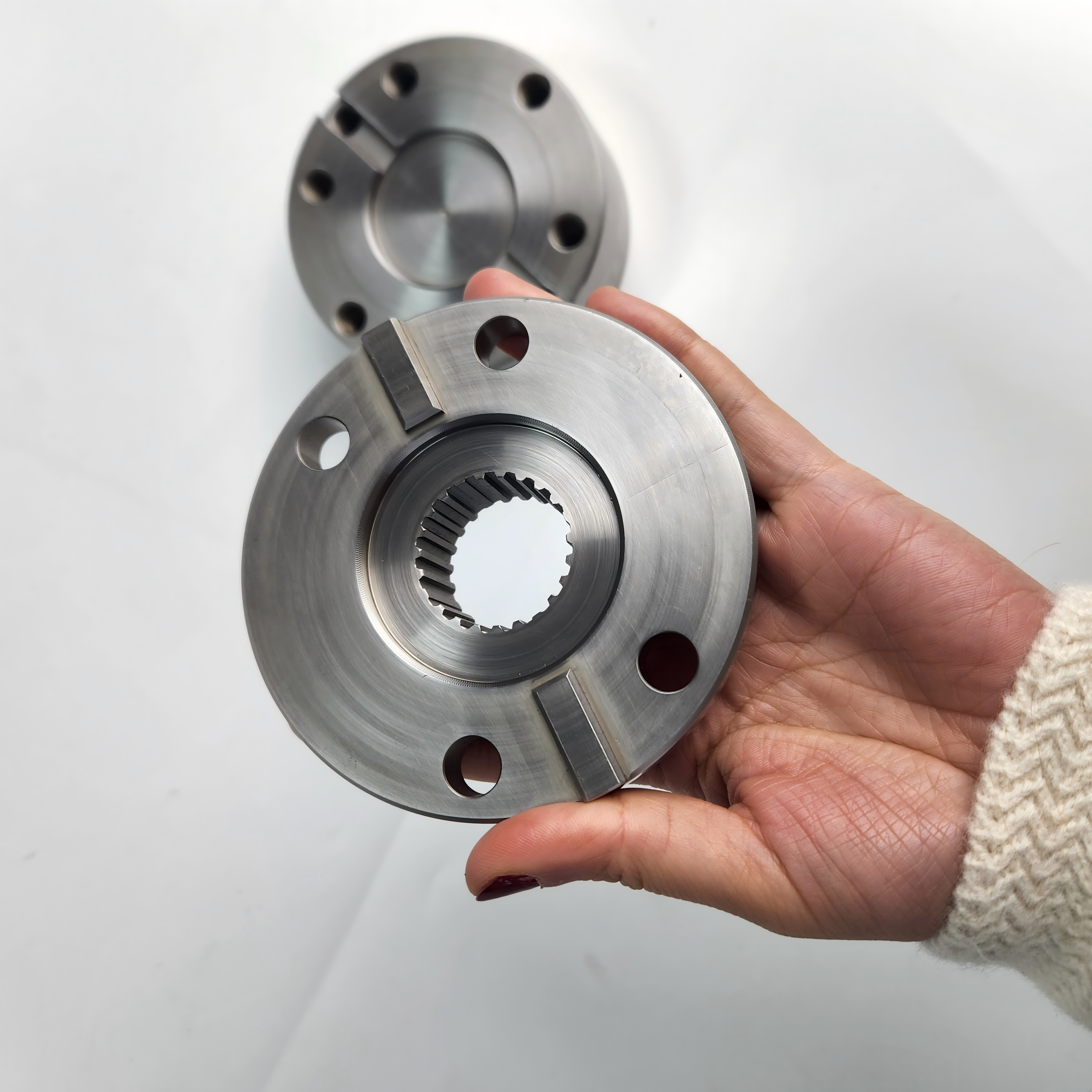
作为注塑 / 压铸模具的核心成型部件,形成产品的内孔、内表面、Boss 柱、加强筋等结构
与型腔精准合模,控制产品壁厚均匀性,防止飞边、溢料等成型缺陷
内置冷却水路,实现均匀散热,缩短成型周期,减少产品变形与内应力
高硬度、高耐磨材质,适配长期批量生产,保证模具寿命与产品尺寸一致性
材料工艺:采用 S136/H13/NAK80/718H 等模具钢,经粗铣→热处理→精磨 / 慢走丝 / EDM 放电加工,一体成型
加工精度:关键尺寸公差 ±0.005mm,同轴度≤0.008mm,垂直度≤0.005mm,保证成型精度
表面处理:可进行镜面抛光(Ra≤0.02μm)、氮化 / 镀铬处理,提升耐磨、耐腐蚀性能,适配透明件 / 高光产品成型
结构优化:支持深腔、细长、多台阶、复杂筋位等结构加工,可根据产品结构优化脱模斜度、圆角设计
定制化能力:支持 1 件起订,可根据产品图纸定制型芯尺寸、成型结构、冷却水路及表面工艺
消费电子:手机 / 电脑连接器、镜头座、透明件、精密结构件模具
汽车工业:汽车内饰件、灯罩、齿轮、电池壳、发动机部件模具
医疗行业:注射器、导管、医用外壳、透明组件模具
日用品 / 家电:瓶盖、容器、管件、家电外壳模具
| 项目 | 参数指标 |
|---|---|
| 主体材质 | S136/NAK80/718H/H13 模具钢(可选) |
| 尺寸公差 | ±0.005~±0.01mm(按产品精度要求定制) |
| 形位公差 | 同轴度≤0.008mm,垂直度≤0.005mm,平面度≤0.005mm |
| 表面粗糙度 | 镜面抛光 Ra≤0.02μm;普通成型面 Ra≤0.8μm |
| 热处理硬度 | 预硬钢 HRC30-45;淬火钢 HRC50-54(按材质与工况定制) |
| 成型结构 | 内孔、Boss 柱、筋位、异形槽等(按产品图纸定制) |
| 冷却水路 | 按需定制直通 / 异形水路,距型面 8-12mm,保证均匀散热 |
型芯安装时需使用专用工装,保证与型腔同轴度,避免强行敲击导致型芯变形
成型过程中需控制模具温度与注射压力,防止型芯因热应力或冲击导致开裂、崩角
定期检查型芯表面磨损情况,若出现拉伤、划痕,需及时抛光或修复,避免影响产品质量
存放时需涂抹防锈油,置于干燥环境,避免生锈、腐蚀影响精度
场景匹配:
透明件 / 高光产品:优先选择S136/NAK80 模具钢,镜面抛光性能好,耐腐蚀,无麻点;
汽车 / 高负荷注塑场景:选用H13/718H 模具钢,耐高温、耐磨,适配长期批量生产;
细长 / 超细型芯(直径 < 1mm):可选用 SKH-51 高速钢,防弯防断,提升使用寿命。
参数选择:
需提前确认产品成型结构、尺寸公差、脱模斜度,避免因结构不合理导致脱模困难或产品拉伤;
若产品对外观要求高,建议明确镜面抛光等级,减少后续二次加工。
交付周期:标准型芯 7-10 天交付,复杂结构 / 加急订单 3-5 天交付。
定制服务:提供从产品结构分析、型芯设计优化到成品加工的一站式服务,工程师可协助优化冷却水路、脱模结构,提升模具成型效率。
质量保障:每件型芯均经过三次全检(首件检验 + 过程抽检 + 终检),可提供三坐标尺寸检测报告、硬度检测报告。
售后支持:收到货后 7 天内,若因加工问题导致无法装配或成型缺陷,可免费返修或重做;非人为损坏的产品,提供 12 个月质量质保。
技术支持:提供长期技术咨询,可协助客户解决模具装配、成型调试、型芯维护等应用问题。
核对与检查:收到型芯后,核对型号、尺寸与图纸一致,检查成型面、安装面无裂纹、毛刺或变形。
清洁与预处理:用酒精或专用清洁剂清洁型芯表面,去除油污、杂质,必要时涂抹少量防锈油。
定位与装配:将型芯装入模具 B 板,使用专用工装定位,确保与型腔同轴度符合要求,均匀紧固固定螺丝。
试模与调试:首次试模时,控制注射压力与模具温度,观察产品成型情况,检查型芯成型面是否有拉伤、粘模现象。
维护与保养:生产过程中定期检查型芯表面磨损情况,生产结束后清洁型芯,涂抹防锈油,妥善存放。
17751118438
24小时服务热线

扫码添加微信
备注"公司+姓名"
tanghangyun@oemach.com
邮箱
